
When it comes to ensuring reliable and efficient flow control in various industries, pneumatic pinch valves are a top choice.
But which manufacturers are leading the way with innovative solutions and cutting-edge technology?
Let’s explore the top 10 pneumatic pinch valve manufacturers and discover what sets them apart.
|
Rank |
Manufacturer |
Global Presence |
Website |
|
1 |
Emerson |
Global leader in automation solutions, strong presence in over 200 locations worldwide. | |
|
2 |
Festo |
The products and services are available in 176 countries. | |
|
3 |
Flowrox/Valmet |
Well-established sales channels in over 80 countries. | |
|
4 |
Cla-Val |
Operating in over 50 countries | |
|
5 |
GEMÜ |
Represented in over 50 countries | |
|
6 |
WAMGROUP |
Operating in 40 countries | |
|
7 |
LIANKE |
Exporting to 35 countries | |
|
8 |
AKO Armaturen |
Working with more than 30 countries | |
|
9 |
Schubert & Salzer |
Servicing all 50 states and over 12 countries | |
|
10 |
Red Valve |
Not specified |
A global leader in automation solutions, offering a wide range of valves, including pneumatic pinch valves, pneumatic electric valves, and air piloted valves. Their products are known for precision control, durability, and low maintenance, serving industries such as pharmaceuticals, biotechnology, and food & beverage.
Specializes in automation technology and pneumatic solutions, including their VZQA pneumatic pinch valves. Known for their modular design and high flow rates, Festo’s valves are widely used in food processing, packaging, and life sciences.
Flowrox, now part of Valmet, focuses on advanced flow control solutions, including durable pneumatic pinch valves. Their products are designed for demanding applications in mining, wastewater treatment, and chemical industries.
Established in 1936, is renowned for its high-quality automatic control valves, including pneumatic pinch valves. Their products are used in waterworks, industrial, fire protection, and aviation fueling applications.
Leading manufacturer of valve solutions, including pneumatic pinch valves like the Q50 eSyStep. Their valves are known for intuitive operation and gentle tube handling, widely used in pharmaceutical, biotechnology, and semiconductor industries.
Provides a variety of valve products, including pneumatic pinch valves (VM/VMM). Their valves are designed for easy sleeve replacement and low air consumption, serving industries such as building & construction, food processing, and environmental technology.
Offers a diverse range of valves, including pneumatic pinch valves and fluorine lined valves. Their products are known for material versatility and efficient flow control, serving industries such as chemical, pharmaceuticals, and wastewater treatment.
Leading manufacturer of pinch valves, including pneumatic pinch valves and pneumatic electric valves. Their valves are known for their durability, low maintenance, and efficient flow control, serving industries such as mining, wastewater treatment, and food & beverage.
Specializes in precision valve technology, offering pneumatic pinch valves, sliding gate valves, and ball sector valves. Their products are known for their precision, compact design, and low leakage, serving industries like food & beverage, chemical, and pharmaceutical.
Founded in 1953, Red Valve Company is a pioneer in the pinch valve industry, offering air operated and control pinch valves. Their products are extensively used in mining, wastewater treatment, and chemical industries for handling abrasive and corrosive materials.
Summary of the top 10 manufacturers and their products and serving industries
|
Manufacturer |
Industries Served |
Products |
|
Lianke Valve |
Chemical, Pharmaceuticals, Food Processing, Wastewater Treatment, Bulk Solids Handling |
Pneumatic Pinch Valves, Fluorine Lined Valves, Strainer |
|
Emerson |
Pharmaceuticals, Biotechnology, Food & Beverage |
Pneumatic Pinch Valves, Pneumatic Electric Valves, Air Piloted Valves |
|
Festo |
Food Processing, Packaging, Life Sciences, Water Technology |
Pneumatic Pinch Valves (VZQA) |
|
Red Valve Company |
Mining, Wastewater Treatment, Power Plants, Chemical Industry, Pulp and Paper |
Air Operated Pinch Valves, Control Pinch Valves |
|
AKO Armaturen |
Mining, Wastewater Treatment, Food and Beverage |
Pneumatic Pinch Valves, Pneumatic Electric Valves, Air Actuated Valves |
|
Flowrox |
Mining, Wastewater Treatment, Chemical Industry, Power Generation |
Pneumatic Pinch Valves |
|
Schubert & Salzer |
Food & Beverage, Chemical, Pharmaceutical, Steel, Textile, Tire Production |
Pneumatic Pinch Valves, Sliding Gate Valves, Ball Sector Valves |
|
WAMGROUP |
Building & Construction, Food Processing, Plastics, Chemicals, Environmental Technology |
Pneumatic Pinch Valves (VM/VMM) |
|
GEMÜ |
Pharmaceutical, Biotechnology, Food & Beverage, Semiconductor |
Pneumatic Pinch Valves (Q50 eSyStep, Q30, Q40) |
|
Cla-Val |
Waterworks, Industrial, Fire Protection, Aviation Fueling, Marine |
Pneumatic Pinch Valves, Automatic Control Valves |
The top 10 pneumatic pinch valve manufacturers offer a diverse range of innovative and reliable solutions for various industries. Among them, Lianke Valve stands out with its versatile product range, including pneumatic pinch valves and fluorine lined valves, known for their efficient flow control and durability. These manufacturers continue to lead the market by addressing the specific needs of industries such as chemical processing, pharmaceuticals, and wastewater treatment.
Ready to find the perfect pneumatic pinch valve for your application? Explore the offerings from Lianke Valve and enhance your operational efficiency today!

ANSI Class Ratings for Y strainer flanges tell you how much pressure and temperature the flange can handle. These ratings help you choose the right flange material and design to keep your piping system safe and efficient. If you’re installing or replacing a Y strainer in a pipeline, understanding ANSI ratings isn’t optional—it’s essential. Choosing […]

To choose the right wye strainer, you need to understand mesh and screen size. These determine what particles your system can filter out. The finer the mesh, the smaller the particles it catches. This guide explains how to select the correct strainer mesh size, use a mesh size chart, and compare mesh size vs micron […]
When choosing a filter or strainer for your system, micron ratings tell you how small the particles are that your filter can catch. In simple terms, the smaller the micron rating, the finer the filter. Whether you’re in water treatment, chemical processing, or any industry that relies on micron filtration, knowing the right micron size […]
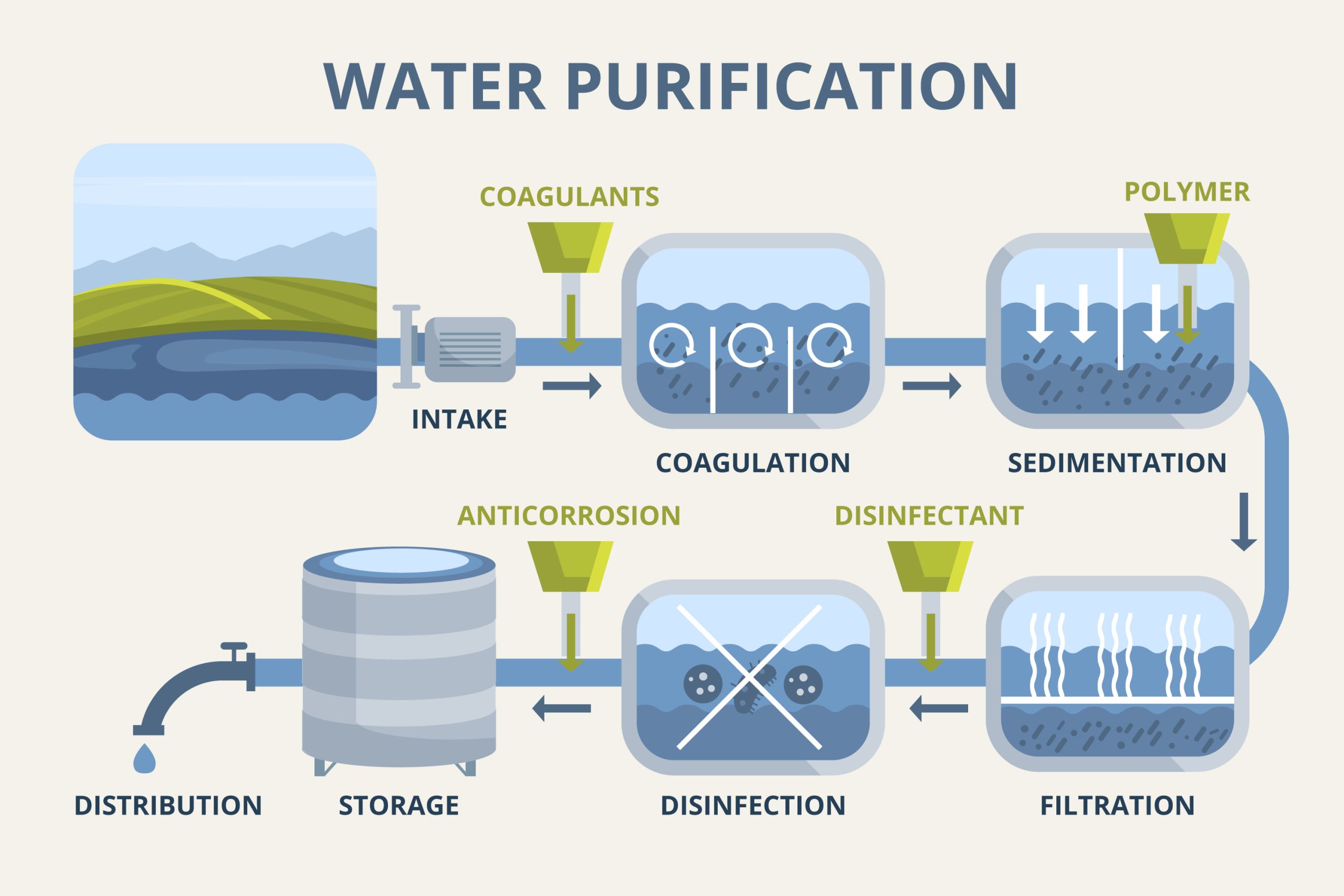
Municipal water doesn’t just show up clean at the tap—it’s the result of a carefully managed process. The liquid filtration process for municipal water treatment plants is the backbone of safe, clean drinking water. From removing dirt and debris to eliminating harmful pathogens, each step in this system ensures water meets strict safety standards. In […]

