

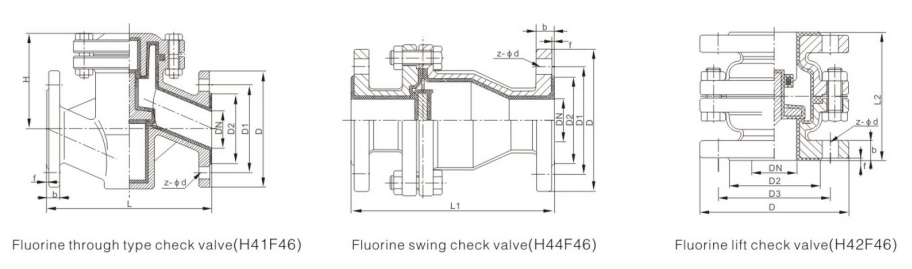
A fluorine-lined lift check valve is a non-return valve that prevents backflow in pipelines carrying corrosive fluids. The valve’s internal surfaces are lined with fluorine-based materials, providing resistance to chemical corrosion, making it suitable for industries such as chemical processing and water treatment.
The valve allows flow in one direction, closing automatically if the flow reverses. A lifting disc inside the valve rises with forward flow and lowers to block reverse flow. This design protects pipelines and equipment in systems transporting corrosive media.
| Name/Material | WCB | CF8 | CF3 | CF8M | CF3M |
| Body | WCB | CF8 | CF3 | CF8M | CF3M |
| Stem | WCB | CF8 | CF3 | CF8M | CF3M |
| Disc | WCB | CF8 | CF3 | CF8M | CF3M |
| Lined | FEP / PFA / PO / PTFE | ||||
| Seat | PTFE / RPTFE | ||||
| Bolt/Nut | B7/2H | B8/8 | B8/8 | B8M/8M | B8M/8M |
| Design&Manufacture Standard | GB/T12235/GB/T12236 | API 6D | ||
| FTF Dimension Standard | HG/T3704, GB/T12221 | ASME B16.10 | ||
| Flange standard | HG/T20592, GB/T9119 | ASME B16.5, JIS B2220 | ||
| Inspection & Test Standard | HG/T13927, JB/T9092 | API 598 | ||
| Normal Diameter | DN15~DN350 | 1/2”~14” | ||
| Normal Pressure | 1.0MPa | 1.6MPa | 150LB | |
| Test pressure | Shell Test | 1.5MPa | 1.5MPa | 1.5MPa |
| High Pressure Test | 1.1MPa | 1.1MPa | 1.1MPa | |
| Low Pressure Test | 0.6MPa | 0.6MPa | 0.6MPa | |
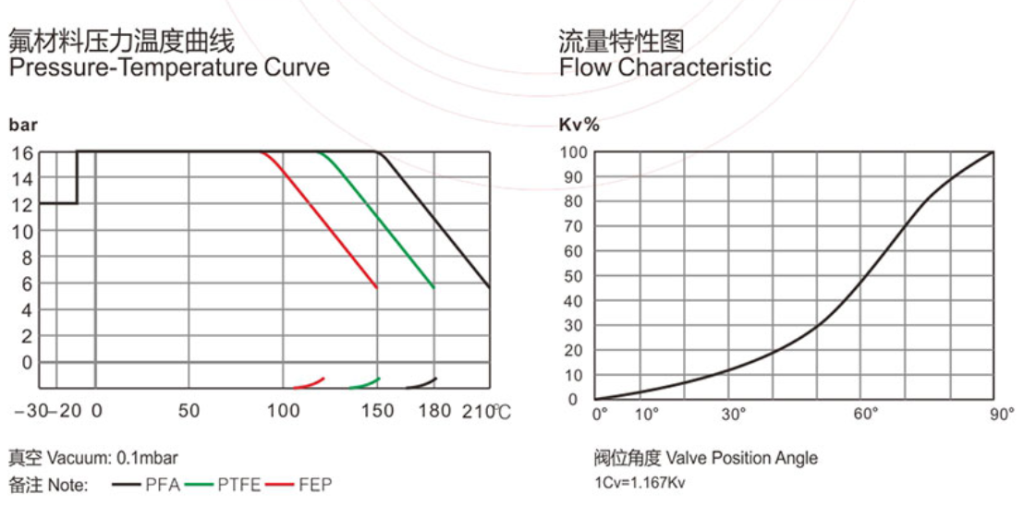
| Temperature Range | FEP:-29℃~120℃, PFA:-29℃~180℃, PTFE:-29℃~150℃ | |||
| Applicable Medium | Strong corrosion medium: Hydrochloric acid, Nitric acid, Hydrofluoric acid, Liquid chlorine, Sulfuric acid and Aqua regia etc. | |||

| DN (mm | PNS (Inch) | L | L1 | L2 | D | D1 | D2 | f | b | Z-Φd |
| 25 | 1 | 160 | 160 | 100 | 115 | 85 | 65 | 3 | 17 | 4-14 |
| 32 | 1-1/4 | 180 | 180 | 110 | 140 | 100 | 75 | 3 | 19 | 4-18 |
| 40 | 1-1/2 | 200 | 200 | 125 | 150 | 110 | 85 | 3 | 19 | 4-18 |
| 50 | 2 | 230 | 230 | 140 | 165 | 125 | 100 | 3 | 21 | 4-18 |
| 65 | 2-1/2 | 290 | 290 | 160 | 185 | 145 | 120 | 3 | 21 | 4-18 |
| 80 | 3 | 310 | 310 | 185 | 200 | 160 | 135 | 3 | 21 | 8-18 |
| 100 | 4 | 350 | 350 | 210 | 220 | 180 | 155 | 3 | 23 | 8-18 |
| 125 | 5 | 400 | 400 | 250 | 250 | 210 | 185 | 4 | 24 | 8-18 |
| 150 | 6 | 480 | 480 | 300 | 285 | 240 | 210 | 4 | 26 | 8-23 |
| 200 | 8 | 600 | 495 | 380 | 340 | 295 | 265 | 4 | 26 | 8/12-23 |
| 250 | 10 | 620 | 600 | 420 | 395 | 350 | 320 | 4 | 28 | 12-23/26 |
The fluorine-lined check valve is also known as check valve.The role of this type of valve is to only allow the medium to flow in one direction, and to prevent the flow in that direction.Usually this kind of valve works automatically. Under the action of fluid pressure flowing in one direction, the disc opens; when the fluid flows in the opposite direction, the fluid pressure and the self-weight of the disc act on the valve seat, thereby cutting off the flow.
They are designed to allow fluid to flow in one direction, stopping reverse flow automatically.
Lift-type check valves have a sturdy structure that can handle high-pressure and high-temperature environments.
These valves provide tight sealing, ensuring there is no leakage when the flow reverses.
With a simple design, they require less maintenance and are generally reliable over long periods.
Lift-type check valves can be used in both orientations, providing flexibility in system design.

A weir-type diaphragm valve is a specific design of diaphragm valve that features a raised lip or saddle in the valve body. The diaphragm comes into contact with this weir to form a seal and control fluid flow. Main parts and materials Name/Material CI WCB CF8 CF3 CF8M CF3M Body CI WCB CF8 CF3 CF8M CF3M Diaphragm […]

A straight-through diaphragm valve controls fluid flow in a pipeline using a diaphragm that moves vertically to open or close the flow path. The straight-through design allows fluid to pass directly through the valve, reducing pressure drop and maintaining efficient flow. It is commonly used in applications where reliable sealing and minimal obstruction are needed, […]

A plug valve controls fluid flow in a pipeline using a cylindrical or tapered plug with a central hole. The plug rotates within the valve body to open or close the flow path. When the plug aligns with the pipeline, fluid passes through. When turned so the hole is perpendicular to the flow, it blocks […]
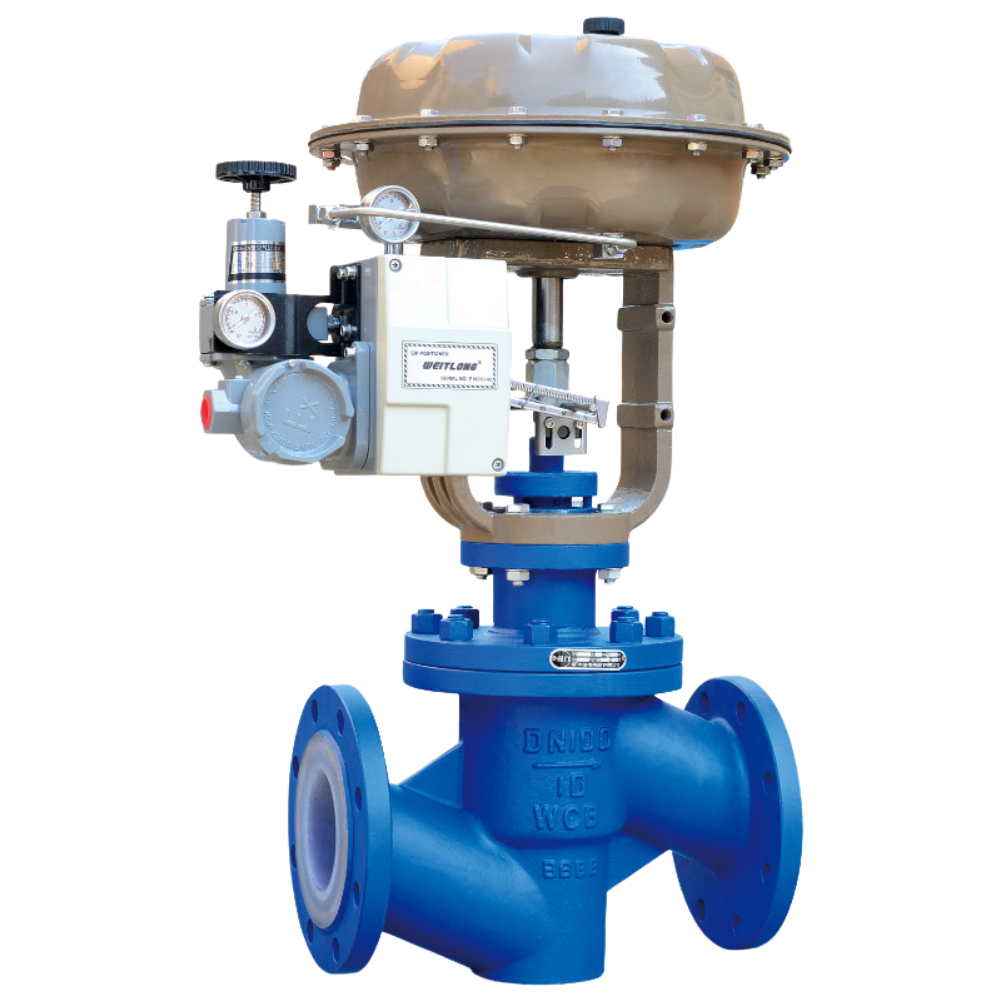
A fluorine lined control valve regulates the flow of fluids in a pipeline, adjusting flow rate, pressure, and temperature. It works by changing the size of the flow passage using elements like plugs, balls, or diaphragms. Control valves are crucial in industrial processes for maintaining operating conditions and ensuring system efficiency. They can be operated […]

